ページコンテンツ
セラミックネットワーク技術が実現する、次世代コーティング性能。
カービューティープロのトップカテゴリーより登場した、最先端セラミックコーティング「EXE-zero7」
独自のセラミック配合技術により、これまでにない耐久性と美しさを両立した高性能コーティング剤です。
強靭かつ柔軟な高耐久セラミック被膜
革新的なセラミック技術により、従来品を大きく上回る強靭性と柔軟性を兼ね備えた被膜を形成。
過酷な環境下でも長期間にわたって愛車を保護します。
卓越した撥水性・防汚性・耐薬品性
雨や汚れ、薬品からボディを強力にガード。
スクラッチや雨ジミの発生を抑え、美しい状態をキープします。
深みのある極上の艶仕上げ
透明感のある深い艶が、愛車の存在感をより一層引き立てます。
プロフェッショナル仕上げにふさわしい最高レベルのクオリティです。
セラミックコーティング「EXEzero7」撥水状態
セラミックコーティング 光沢比較ランキング
単純な“艶”の表現力において、以下の順で優れています:
- EXE ZERO7(エグゼ ゼロセブン)
最先端セラミックネットワーク技術により、まるで鏡のような圧倒的な艶と深みを実現。光沢性能ではトップクラス。 - グロスコート
艶感に特化したコーティングで、しっとりとした上質な光沢が特長。光をしっかりと反射し、見た目の美しさを際立たせます。 - セラミックプロ イオン
高耐久性と共にバランスの良い光沢を持ち、自然な艶感を長期間維持します。 - セラミックプロ 9H
耐傷性・保護性能に優れ良い光沢を持ち、自然な艶感を長期間維持し、マットカラーに施工が可能

単純に光沢のみであればセラミックコーティングは
1、EXE ZERO7
2、グロスコート
3、セラミックプロイオン
4、セラミックプロ9H
このような順番になります

EXE ZERO7を施工後、焼付処理を行うと驚くべき滑り性が発揮されます。
この滑り性は触り心地が良く、セラミックコーティングの順位で言えば
1、EXE ZERO7
2、セラミックプロイオン
3、セラミックプロ9H
4、グロスコート
この様な順番になります。
セラミックコーティング 滑り性ランキング
触った瞬間にわかる、スムーズで心地よい滑り感。
コーティング施工後の表面滑り性に関しては、以下の順で優れています:
- EXE ZERO7
焼付処理を施すことで、セラミック表面が驚くほど滑らかに仕上がります。指先で触れた瞬間に分かる、極上のスベリ感が特長。まさに最高峰。 - セラミックプロ イオン
滑らかな被膜により、スムーズな触り心地を実現。防汚性能とも相まって、日々のメンテナンスも快適です。 - セラミックプロ 9H
耐傷性重視の硬質被膜により、滑り性はやや控えめ。とはいえ、十分に滑らかな仕上がりで、プロテクションとのバランスが良好です。
※TOPコート使用によりEXE ZERO7と同等の滑り性 - グロスコート
艶感には優れるものの、滑り性という点では他製品に一歩及ばず。見た目重視の方向け。
※TOPコート使用によりEXE ZERO7と同等の滑り性

この滑り性はキズの目立つブラック等で、洗車時のストレスを相当押さえてくれますので、撥水性ですが濃色車にもお勧めできるコーティングになります。
セラミックコーティング種類
スペシャル
セラミックプロイオン
プレミアム
セラミックプロ9H
スタンダード
EXE-ZERO7(撥水)、グロスコート(低撥水)
①【EXE-zero7とグロスコートの比較|どちらがオススメか?】
お客様の洗車スタイル・見た目の好み・メンテナンス頻度によって選び方が変わります。
✅ EXE-zero7(撥水タイプ)をオススメする方
週1回以上洗車される方 水玉の撥水が好き(見た目の爽快感)
艶重視で、撥水性能の変化を楽しみたい 拭き取りの手間を軽くしたい
👉水玉コロコロの見た目と洗車時の爽快感を求める方にはEXE-zero7がピッタリです。
✅ グロスコート(グラフェン・低撥水タイプ)をオススメする方
月2回程度の洗車で済ませたい方 シミになりにくい方がいい
撥水よりも”ボディが綺麗に保てる効果(セルフクリーニング性)”を重視する方
メンテナンス頻度を抑えたい
👉撥水よりも「自然に汚れが流れる」感じが良く、水ジミになりにくいのが強みです。濃色車向けの耐雨染み性ですが、白い車でも実はメリットが大きいです。
☑️ ホワイト系のボディカラーに関して
白系のお車であれば、撥水・低撥水の見た目の差はそこまで大きくありません。
そのため、「どれだけ洗車したいか?」という洗車スタイル基準で選ばれるのが一番です。
EXE-zero7 導入の検討

EXE-zero7施工におけるポイントと注意点
セラミックコーティングは高性能である一方で、施工環境と技術が重要となるコーティングです。当店では以下のような点に留意し、最適な状態での施工を行っております。
- 照明環境の重要性
施工性が高いと感じられる場合でも、ムラや定着不良を見逃さないために、専用の**ディテイリングライト(ムラ確認用ライト)**が必要です。
一般的なスポットライトや高照度照明では確認が不十分な場合があります。 - 温度管理の徹底
コーティング剤の定着には適正な温度管理が不可欠です。特に16℃以下の環境では定着不良が発生する可能性があるため、施工時には十分な加温対策を行っています。 - カーボンヒーターによる焼付処理の必要性
コーティングの仕上がりを最大限に引き出すためには、加熱処理による完全硬化が必須です。
これにより、より深みのあるクリア感と、圧倒的なツルツル感を実現します。
「撥水力」ばかりに目を奪われないで!
セラミックコーティングだろうが、ガラスコーティングだろうが──
撥水するということは、撥水させるための“何か”が入っているから撥水するんです。
つまり、「セラミックだから撥水がすごい」とか、「ガラスだから水を弾く」といった話は、本質ではありません。
だからこそ、本当に重要視すべきは──
💡 防汚性と耐薬品性です。
特に、塩カル(塩化カルシウム)を多用する北海道・東北地方では超重要!
道路に撒かれる塩カルはボディにとって過酷なダメージ源。
いくら撥水しても、そこに耐性がなければ意味がない。
撥水だけ見て「すごい!」と浮かれてる施工店もありますが…
正直、「それ、わかってるのかな?」って思いますね。
撥水だけを考えれば別にセラミックではなくとも演出は出来ますしね。
「防汚性・耐薬品性」を本当に引き出すために大事なこと
撥水より大切なのは、防汚性と耐薬品性。
じゃあ、それを最大限に引き出すために必要なものは何か?
それは――
👉 性能を引き出すカギは「温度管理」と「油分除去」です。
「室内でやってるから大丈夫」って思ってませんか?
室温が20℃あっても、車のパネル(ボディ)は意外と冷えてるんですよ。
冬場なんか特に、車体は10℃以下なんてザラ。
そしてここがポイント👇
施工温度の重要性
パネルが冷えてると、施工は確かにしやすい。よく伸びます。
でも、それはあくまで「作業者にとって」の話。
肝心の定着(硬化・密着)は甘くなるんです。
つまり、表面はキレイでも性能が本来の力を発揮しきれない可能性があるということ。
💬 本当に性能を発揮させたいなら、
ボディ温度を20~26℃前後にしっかりと温めてから施工すべき!
表面だけじゃなく「中身の品質」にこだわるのが、プロの施工です。
こちらは「温度によるコーティング定着率の違い」を示すイメージ図です。
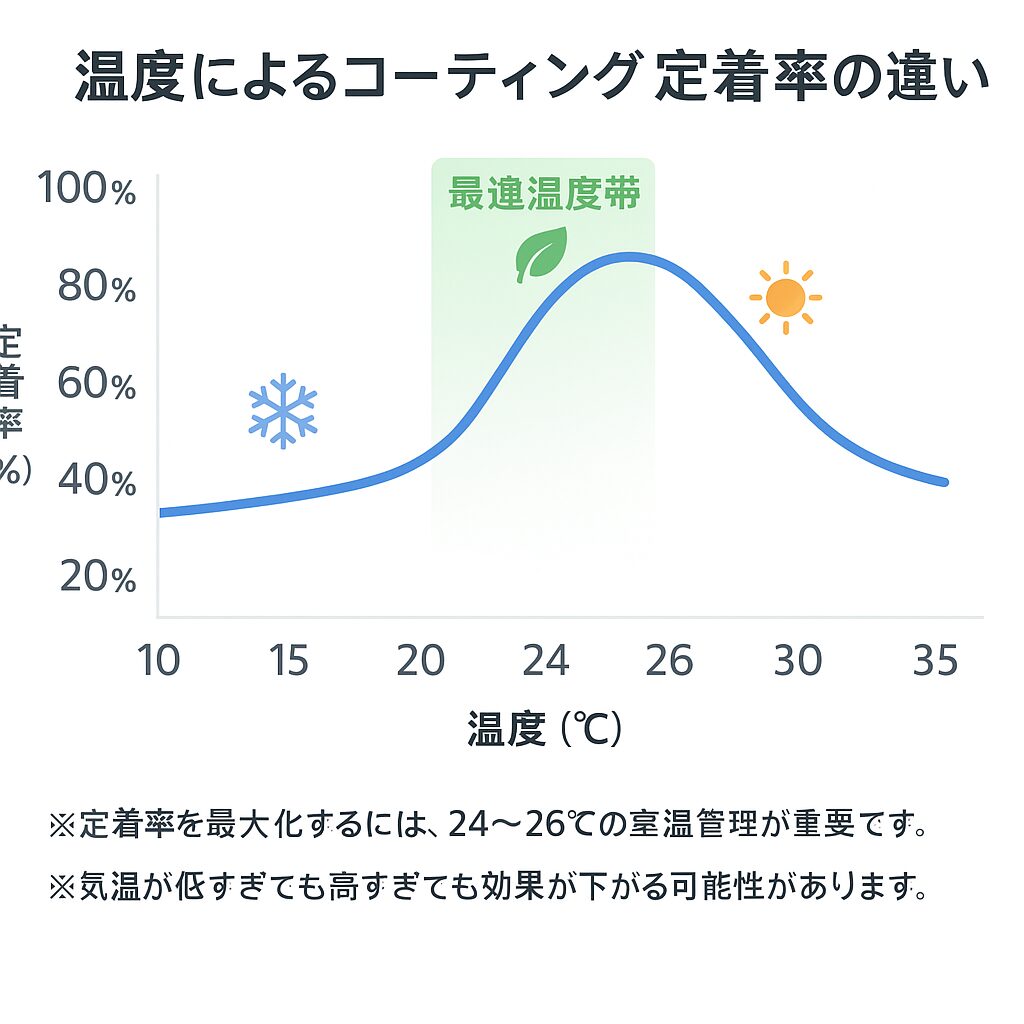
- 24~26℃前後が最も定着率が高く、最適な温度帯であることを示しています。
- 10〜15℃の低温や30℃以上の高温では定着率が下がる傾向にあり、効果を最大化するには温度管理が重要です。
詳しくは下記URLをご覧ください。

次に 「油分除去」が重要なのか?
油分除去の重要性
完璧な油分除去なくして、コーティングの性能は語れません。
ボディ表面には、洗車や磨きの工程で残るコンパウンドの油分や、皮脂・排気ガス由来の油膜など、目には見えない微細な油分が付着しています。
この油分が残ったままコーティングを施工すると──
🔻 油分が残っているとどうなる?
- コーティングが均一に定着しない
- 硬化不良を起こす可能性がある
- 耐久性・撥水性・防汚性能の低下
- ムラや剥がれの原因になる
つまり、せっかく高性能なコーティング剤を使っても、
下地処理(=油分除去)をおろそかにすれば、その性能を引き出すことはできないのです。
油分除去を怠る施工は「砂の上に家を建てるようなもの」
いかに高性能なコーティング剤でも、
油分が邪魔をしてしっかりと「食いつかない」状態では、本来の性能を発揮できません。
プロのこだわりは、見えない部分に宿ります。
持続性、定着性、防汚性…すべては「下地処理=油分除去」から始まるのです。
「カービューティープロ札幌ドーム前」ならではの独自性をちょっと紹介させてください。
🔧 見た目がキレイに仕上がっているだけでは、本当の施工とは言えません。
まず、ウチは寒冷地・北海道の厳しい環境に特化して、施工スペースの温度管理を徹底しています。普通のところではあまり導入していないカーボンヒーターや遠赤外線ヒーターを使って、しっかり硬化を促進する熱処理を実施。これによって、密着性や硬度を最大限に引き出す施工が可能なんです。
さらに、ただ単にコーティング剤を塗るだけじゃなく、下地処理や前処理にも時間をかけ、塗膜の定着率を高める工程をしっかり組み込んでいます。
他店と違って、「北海道の冬でもしっかり硬化する施工環境」と「専門的な施工管理」があるからこそ、耐久性の高い仕上がりを提供できるんですよ。
定着率向上を目的に、施工後はカーボンヒーターを用いた熱処理(焼付け硬化処理)を実施します。
特に冬季や低温環境下での施工を強いられる北海道においては、コーティング施工時の硬化反応が著しく低下するため、常温硬化では十分な性能発現が困難です。弊社の施工マニュアルにも記載の通り、最低でも5月までは常温での硬化管理は推奨できません。
そのため、施工スペースの恒温管理を徹底し、カーボンヒーターによる熱エネルギーを利用した焼付け処理を行うことで、架橋反応を促進し、硬化を確実に完了させます。
これにより、塗膜の密着性および表面硬度の向上を図り、耐久性の高いコーティング被膜の形成を目指します。

カーボンヒーターとか遠赤外線ヒーターがない、ましてやコーティングの施工に必要な温度管理すら理解していない場合、そもそも硬化しないガラスコーティング剤を使ってることが多いです。よく「セラミック」とか謳ってますけど、正しく硬化させないと意味がないんですよね。
施工する人も、ちゃんと知ろうとしないことが結構あって、それだと本当に性能が出ないし、すぐ剥がれたり耐久性に問題が出ることもあります。
だから、ちゃんと熱処理できる設備を用意して、施工温度もしっかり管理することがすごく大事なんです。
あとは、施工する人自身がこのあたりの知識をしっかり持って、正しい手順でやらないと、いい結果は絶対に出ません。
自分の知る限り、北海道でカーボンヒーターや遠赤外線乾燥機を持っているお店ってほとんどないんですよね。じゃあ厳冬期の北海道では、いったいどうやって硬化させてるんでしょうか?
沖縄でも北海道でも施工方法が一緒?それっておかしい話ですよね。
何でかっていうと、答えはシンプルです。
メーカーは資材を売るのが仕事なので、厳しい施工条件があると、その条件をクリアできるお店が増えません。
だから「寒くても施工できる」「ヒーターがなくても大丈夫」って言って、販路を広げようとしますけど、本当にそれでいいんでしょうか?
やっぱりちゃんとした施工環境と設備がないと、きちんと硬化させることは難しいですし、性能も出ないですよね。
セラミックプロ9H・グロスコート(グラフェンセラミックコーティング)認定施工店の基準として
①コーティング施工ブースを完備していること(隔離された環境)
②遠赤外線乾燥機またはカーボンヒーターを導入している(ここ大事 北海道では導入が皆無)
③信頼があるコーティングプロショップであること
最低この3つをクリアしていなければ取り扱うことは出来ません。
たったこの3つすらクリアーできないお店が「セラミックコーティング取り扱いました!」って、嘘ではありませんが考えが薄すぎます。
また、そのような施工温度の概念が乏しいお店の場合は施工時は夏は暑く冬は寒い、当店の温度の考えでは冬は暑く仕事が出来ないなと平気で話される始末です。これ、大変異常な事態なのです。
沖縄でも北海道でも施工法は一緒? それはおかしい話です。

コーティングの際に焼付処理が必要と聞きましたが‥
当店のコーティングは硬化型の為、焼付処理は必要ありません。
外は氷点下だし、作業場も寒くて防寒着を着てますが、それでも必要はないのですか?
はい、どのような温度でも硬化するから硬化型ですので必要ありません。安心して下さい。
よくあるお話ですね。しかしその様な都合の良いコーティング剤は本当にあるのでしょうか?
自分の経験では、かなりこの考え方に凝り固まった人が多いですよ。
硬化型でも常温で施工して初めて硬化しますし、その後の乾燥時間が何度で何時間なのかが大切なことです。塗ればコーティングではありません。
自分の尊敬する東京のアクティブガレージ様の考え方
しっかりした施工店は当然のようにお話されております。
コーティングの2極化
ここまではメーカーが特定できる場合です。
セラミックコーティングの最低限の施工環境
下記URLにも記載されておりますが

抜粋すると
まず、どのような環境で施工するのか?
当然ながら屋外ではダメ
屋内でも施工温度を整えなければダメ
※画像の様に全面が砂利や砕石ではそもそもカーディテーリング(コーティングや磨き)としての気質すらありません。

更に最低の施工環境は厳しい北海道の氷点下を考えれば分かりやすいかと思います。

さらに突っ込むと「硬化型コーティングは良いのですが、どういった条件で硬化するのでしょうか?」となります。
セラミックコーティングを施工される場合
温度管理を考えている施工環境か?
※パネル温度を上げる、締め切った屋内・ジェットヒーターは結露が多いので不可
出張作業を行っていないか?
中古販売店の片隅(オイルやチリ、ほこりが舞い込む環境)ではないか?
カーボンヒーターを持っているか?
経歴が長いか?
この様にお考え下さい。
下地処理研磨
お客様のニーズに応えれるよう新車、経年車合わせて9種類の下地処理研磨コースをご用意しています。
| 新車 | |
| LEVEL0(新車直納セット) | 鉄粉除去、ピッチ除去、脱脂等のコーティングを施工する上で最低限の下地処理になります。 状態の良いお車、磨きに抵抗のあるお客様に(無料) |
| LEVEL1 | 走行距離100km以内 ヘアースクラッチ、軽度の水垢、保護フィルムの糊の除去。 水垢や保護シートの糊痕など除去する事、WAX等の脂分を完全に取去る事により脱脂効果が高まり塗装面とコーティングの結合効果が増します。 |
| LEVEL2 | LEVEL1に更なる光沢を演出、エッジラインが強調され新車本来の以上の美しさになります。近年は塗料の水性化により映り込みがボケたお車が多いのですが、LEVEL2で光沢度が上がります。またバフ傷を除去します。輸入車はこちらが最低ラインと思われます。なお、使用している機材液剤はバフ傷がつくことはあり得ません。 |
| LEVEL3 | 内覧会、ショーレベル磨き (参考 ブログ イベント施工をご覧下さい) 経年車のライトポリッシュとほぼ同等になりますので、更なる光沢を希望のお客様はこちらが最適となります。 |
| 経年車 | |
| Easy | ○研磨1工程(研磨量 約0.5μm) 状態の良いお車。コストを考えられる方。 |
| ライトポリッシュ | ○研磨 2工程(研磨量約1μm~2μm) 〇目安 登録3年以内 ○コンディションの良いお車や価格を重視されるお客様 ※深めに入った洗車キズは残ってしまいますが、軽度であれば目立たなくすることが出来ますのでツヤのみ重視の研磨となります。 ※※研磨2工程でよく使われる名称 鏡面研磨 |
| ミドルポリッシュ | ○研磨 3工程(研磨量 約3μm~5μm) 〇目安 登録5年以内 ○塗装面を平滑化し経年車であれば新車以上の美しさに‥ ※出来る限り傷を取り除き、塗装面を平滑に整えて光沢復元させる事によって、新車以上の美しさを演出します。 ※研磨3工程でよく使われる名称 鏡面研磨または復元鏡面研磨 |
| ハードポリッシュ | 〇目安 登録5年以上 ○更なる美しさを追及します。安価な板金塗装を行っている場合は研磨作業で仕上がりが困難になりますので追加料金が発生します。(膜厚計で全てわかりますので自己申告をお願いします。価格内で最高の仕事を行います。) |
| スペシャル | ○究極の美しさを追求します。 塗装の状態、厚さ、使用状況によってはお勧めしません。 |
オプションについて
ウィンドウ撥水コーティング:PRO PGS33・アルミホイールコーティング等同時施工でお得なオプションも豊富にご用意しております。

コーティングの考え方詳しくはこちらご覧ください。
お問合せ
お問い合わせは電話、メール、LINEで承ります。