コーティングの水締め
ページコンテンツ
「水締め」についての考察 〜コーティング施工の本質を考える〜
1. 湿度は必要、しかし「水」は別物
コーティングの硬化には適度な湿度が不可欠ですが、「水締め」という言葉が最近注目されています。
しかし、この「水締め」の意味合いは、もともと建設業の工法から来ているもので、土や砂を水で締め固める方法です。
コーティングにおける「水締め」は、強制的に水を加えて硬化促進を図る手法とも言われていますが、水分厳禁の製品には絶対に適用できません。
2. 当店のスタンス:品質重視、無理な短縮はしない
当店では自動車業者様からの依頼は少数派です。
理由は「安く早く」を求められるケースでは、温度・湿度管理や適切な乾燥時間が無視されるため、良質な施工が困難だからです。
たしかに、これらの管理を無視すれば施工は2〜3時間で終わりますが、それは「コーティング本来の良さ」とはかけ離れたものとなります。
3. 「水締め」思考の落とし穴
マニュアルを読み込むほどに、「水をかければ硬化が進む」といった短絡的な理解に陥りがちです。
しかし、コーティング施工において本当に重要なのは、**施工直後の“適度な湿度の維持”**です。
これは加水分解の反応を穏やかに進め、塗装面とコーティング被膜の密着性を高めるための条件でもあります。
逆に、水を直接かけてしまうような作業は、製品ごとの化学特性や反応速度を無視した行為であり、
・被膜内部の反応不良
・ムラや白濁の発生
・硬化不良による早期劣化
といったトラブルの原因になりかねません。
✅ 理解すべきは「反応の環境条件」
適度な湿度とは「表面がじんわりと反応を続けられる状態」であり、水そのものを与えるのではなく、環境を整えるという発想が必要です。
マニュアルの一文だけを切り取らず、製品の理論背景や施工環境を踏まえた本質的な理解と判断力が、コーティングの品質を大きく左右します。
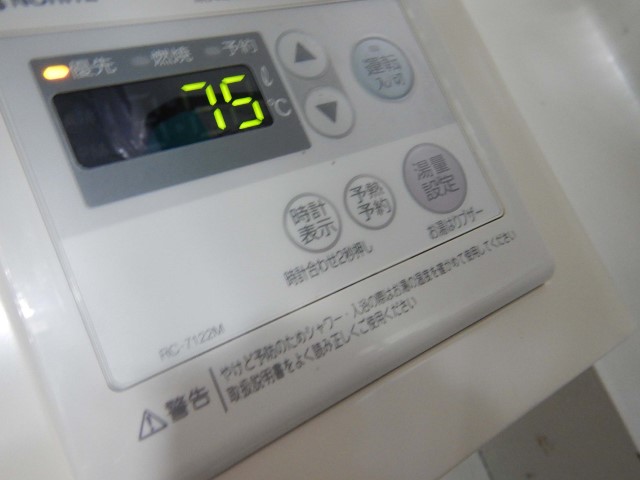
また下記の様なスチーマーを使って水締めとして行った場合
温度計は何度を示しているでしょうか?
その場だけ50度前後ですね。
スチームをあててもその場は温度が高くはなりますが、すぐにパネル温度に戻ってしまいます。
これが硬化の何の役に立つものでしょうか?
もしこれが水であれば温度は何度??
発想はなんとなくわかりますが、施工温度を常温にしてから施工された方が良いのではないでしょうか?
なので温水によるパネル温度の適正化
作業ブースをコーティング施工に適した常温
カーボンヒーターによる焼付処理なのです。

まとめて「冬期間及び低温施工を余儀なくされる北海道におけるコーティングの注意事項」


コーティングの際に水締めをすると聞きましたが‥
当店のコーティングは水締めを行うため、焼付処理は必要ありませんし、硬化が早いのですぐに納車出来ます。その手法を「禁断の水締め」と言います。
水を使えば固まると言う事ですか?
はい、硬化を促進する場合に水を使います。

水を使って硬化?
水を使ってコーティングを拭き取る??
湿度を上げて初期硬化の促進は理解出来ます。その水分をタオルで拭いたらせっかくのコーティング皮膜が薄くなりませんかね?
レベリングの問題はどうした?
この行為は余剰成分を拭き取ると言った一連の作業工程なのは理解できますが、そんな都合の良いコーティング剤はありえませんので、コーティング=水弾きとしか考えられない場合は有効な手段として思い込んでいるのでしょうね。

初期硬化を湿度を上げてと言うのは理解できますが、水を使って拭いたらコーティング層が薄く、又は無くなりますよ。撥水基は残るかもですが‥
水で固まるのであればコーティング剤を水たまりに落とすと、そのまま硬化すると言う事になりますよね。固まります?? 溶けて広がると思いますよ。
いろいろな言葉はありますが、しっかりした根拠を考えられないとならない例です。
気を付けましょう
4.コーティング施工時の温度・湿度管理について
施工温度は「常温」を想定
基準となるのは主に関東圏の環境で、
温度は20〜25℃前後、湿度も適度に高い状態が基準となっています。
関東の梅雨時期は特に注意が必要
- 湿度が高いため、硬化速度は速くなるが、
- その結果として 白濁(白っぽい仕上がり) が発生しやすい。
- 白濁が起きると、研磨による被膜除去と再施工が必要に。
- そのため、エアコンなどで温度・湿度の管理を行うことが必須。
冬季の注意点(特に東北・北海道)
- 冬は湿度が低く乾燥しているため、湿度管理は比較的容易。
- しかし、施工時のパネル温度が不足しやすい。
- また、施工後の乾燥・エージング時の温度も不足しやすい。
- そのため、暖房設備は必須。
ジェットヒーターの問題点
さらにパネル温度は適正に上がらず、コーティングには不適切な環境に。
東北や北海道でよく使われるジェットヒーターは燃焼型。
大量の灯油を燃やすため、湿度が急激に上昇し過ぎる。
結果的に梅雨時期のような高湿度状態を作ってしまう。

以上の事から湿度を必要とするコーティングの場合は次のような環境が必要
コーティングの環境について
〇常温での施工(16度以上26度未満)
〇水ではなく適正な湿度が必要(高すぎても低すぎてもNG 約40~50%)
〇外気温にもよりますが2~3週間は雨に当たらない工夫が必要
5. まとめ
真のプロは、利益よりも長期的な品質と満足を優先する。
コーティング施工で重要なのは、適正な温度・湿度環境の維持。
「水締め」という強制的な水分追加は、製品特性に合わない限り避けるべき。
安く早く済ませる施工は、品質を犠牲にしている可能性が高い。

