札幌の冬に要注意|低温時カーコーティング施工のNGと対策

この様にシャッターを開け放したままでは、室内の温度管理が困難となります。
また、研磨作業時には外部からのチリやホコリの混入が懸念され、それによりバフ傷などの磨き傷が発生し、不必要な再修正作業が発生する恐れがあります。これは過研磨の原因となるため、通年を通じて避けるべき行為です。
さらに、特殊照明を使用せず蛍光灯のみで研磨作業を行うケースも散見されますが、これは非常に危険な手法です。下記の画像は、チリやホコリが研磨面に噛み込んだ状態で作業が行われたことにより発生したと考えられる傷の痕跡です。

時折、ディーラー様の敷地裏などで出張業者が研磨作業を行っている光景を目にしますが、正直なところ信じがたい行為です。
本ページでは、特に「冬期間におけるコーティング施工の注意事項」について取り上げ、以下に記載いたします。
ページコンテンツ
- 1 ⚠️ コーティング=「塗るだけ」ではありません
- 2 🔥 寒冷地での施工に必要なこと
- 3 非常にに大切な冬期間の施工温度について
- 4 硬化型コーティングは良いのですが、どういった条件で硬化するのでしょうか?
- 5 質問から抜粋
- 6 定着に本当に必要なこととは?
- 7 【撥水=コーティング? それ、本当に“施工”されていますか?】
- 8 ビニールカーテンを使われていないか? 冬季は完全にアウト!
- 9 【湿度】ジェットヒーターを使われていないか?
- 10 🧪 ガラスコーティングの硬化は化学反応!
- 11 冷水で洗ってませんか?
- 12 温水洗車でゴムが劣化する?という疑問について
- 13 北海道でコーティング依頼される時の最重要ポイント
- 14 セラミックコーティング施工における「加温・熱処理」の現状と疑問
- 15 カービューティープロ札幌ドーム前と通常のカービューティープロ施工店の違い
- 16 コーティングの水締め
- 17 まとめ
- 18 関連記事
⚠️ コーティング=「塗るだけ」ではありません
コーティング作業をただの「塗布作業」と捉えるのは非常に危険です。
多くの方が見落としがちなのは、以下のポイントです:
- 硬化条件(温度・湿度)への理解不足
- 施工後の化学反応による被膜形成が無視されている
- 「水を弾けば成功」=大きな誤解
コーティング剤は塗布後の乾燥・硬化プロセスこそが命です。ここを正しく管理しなければ、どんな高価な製品でも効果は出ません。
🌡️「常温施工」の意味を正しく理解する
「常温施工」とは、20~25℃前後の温度環境を指します。
これは主に関東圏を基準とした数値であり、北海道の冬場(0~10℃以下)では完全に施工条件を満たしていません。
その結果:
- ガラス被膜が正しく形成されない
- 密着不良・ムラ・早期劣化の原因になる
- 効果が出ず、信頼も損なわれる

ここで言う常温とは、パネル温度を指します。エアコンや暖房機器で室温を上げてもパネル温度は中々温まりません。

外気温は氷点下、その状況で入庫し、冷水で洗車、車は中々温まりません。施工スペース温度が常温でも、自然であれば少なくとも丸1日は掛かります。
コーティング施工は、温度が安定した環境で行うことが非常に重要です。
まず、施工直後は適正な温度と湿度のもとで初期硬化をじっくりと進行させる必要があります。
この段階をおろそかにすると、後の被膜性能や耐久性に大きな差が出てしまいます。
初期硬化が完了した後、当店では専用のカーボンヒーターを使用して、焼付処理(加熱硬化)を実施。
これにより、被膜内部の化学反応をしっかりと進行させ、
- 早期の撥水安定化
- より強固なコーティング膜の形成
- 外的要因に強い密着性の確保
といった効果が得られます。
✅ 焼付処理のポイント
焼付温度・照射距離・時間は車種や施工液剤に応じて調整し、過加熱やムラのないよう精密に管理しています。
この工程こそが、当店が施工後すぐに安心してお車をお引き渡しできる理由の一つです。
🔥 寒冷地での施工に必要なこと
冬季や寒冷地域で本当にコーティングをするのであれば、加温・湿度管理は必須です。
- パネル温度を20℃~25℃前後に暖房で管理
- 室内を20℃~25℃前後に暖房で管理
- 赤外線ヒーターで塗布面を温め硬化促進
- 湿度も50~70%前後をキープ
「寒いから防寒着で施工」ではなく、「寒いから施工条件を作る」が本来の姿です。
❗ 北海道で特に目立つ施工ミスと誤解
以下のような傾向が非常に多く見られます。
🧪 撥水タイプしか取り扱っていない施工者が多い
本来、ガラス被膜は親水性。つまり水を弾かない性質が基本です。
そこへフッ素などの撥水成分を後付けすることで、
「水が弾く=ガラスコーティング」と錯覚させている例が散見されます。
しかし、これでは本来のガラス被膜が形成されていないため、
ただの**“撥水加工”に過ぎません。**
🧴 油分で撥水しても「成功」と思われる危うさ
- コンパウンドに含まれる油分で水は弾きます
- 脱脂不良のままでも水を弾くことはあります
- これを「コーティング成功」と勘違いする事例が多い
つまり「水が弾く」だけでは、施工の成否は判断できないのです。
✅ 良い施工店を見極めるポイント
- 温度・湿度を管理できる施工環境があるか?
- ヒーターや加温設備を備えているか?
- ナチュラルなガラス被膜=親水タイプを取り扱っているか?
- 「撥水だけではない」コーティングの本質を説明できるか?
セラミックだろうとガラスだろうと、温度・湿度管理がされていなければWAXと変わりません。
コーティング被膜を作るには、「環境」と「理解」が必要不可欠です。
冬も夏も同じ施工方法でいいわけがありません。
見た目の撥水ではなく、“科学的に被膜が形成されているか”を重視してください。否かの確認が必要です。
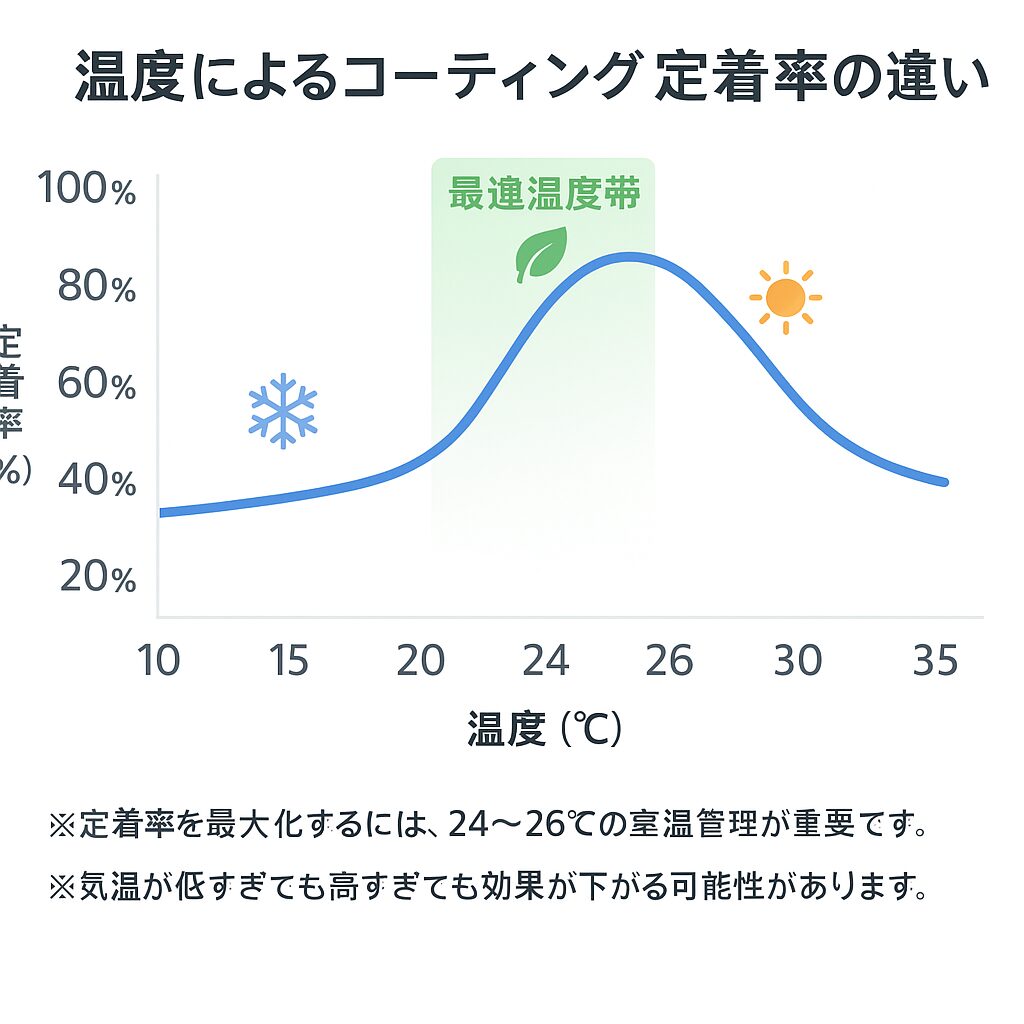
非常にに大切な冬期間の施工温度について

※スタンダードガラスコーティング「PCX-V110」施工時間
〇初期硬化の考え方
常温時(20度~25度) 塗布より拭き取りまで約20分
冬季間 30分以上 硬化を確認しながら5分ごとに確認する事
※室温及びパネル温度16度以下ではひと晩置いておいても加水分解、脱水縮合(固まりません)
拭き取り後2時間は水に触れてはいけない(常温)
対策
—初期硬化まで—
パネル温度を常温まで上げる必要がある(温水による洗浄)
施工環境を常温まで上げる必要がある(冬の場合)
施工環境を常温まで下げる必要がある(夏の場合)
この際、温度と湿度で硬化するので、ジェットヒーターなど大量に灯油を消費する暖房器具を使う場合は湿度過多による初期硬化不良になる事多いので適正な湿度になる機材が必要、また床面も防水処理を行い湿度が多い環境を改善する必要がある。
〇本硬化
常温で2~3週間を要しますが、この時が不安定な皮膜になりますので塩カルや鳥フン、酸性雨などの受けやすい状態と言っても過言ではありません。
常温で2~3週間で本硬化なので、氷点下では?
なので
カーボンヒーターによる焼付処理、及び24~5度のエージング時間を設け本硬化させて出庫する。
温水洗車に始まりカーボンヒーターによる焼付処理、乾燥時間をただ置いてあるだけではなく、温度湿度を保ち適正なエージングなどですが、これ意外と軽視されている部分です。
硬化型コーティングは良いのですが、どういった条件で硬化するのでしょうか?
🔍「硬化型」と聞かれたら
最近、お客様から「コーティングは硬化型ですか?」というご質問をいただくことが増えてきました。
コーティングという専門的な分野に対して、一般の方の理解が深まっているのは本当に素晴らしいことです。
その会話の中で、「どうしてその言葉を知ったのですか?」と尋ねると、多くの方がこう答えます:
- 「施工店から聞きました」
- 「ネットで調べました」
情報が簡単に手に入る時代ですから、キーワードだけが先行してしまうこともあります。
そこで今回は、“硬化型コーティング”について、プロとしての見解と確認すべきポイントをお伝えします。
✅「硬化型」と言われたら必ず確認したい3つのこと
- 初期硬化に必要な温度・時間は?
→ 「気温」「室温」「パネル温度」が何度で、何時間置く必要があるか?
→ 実際にその環境を施工店が作っているかが重要です。 - 完全硬化までに何日かかるか?
→ 多くの硬化型製品は、常温(20~25℃)で数日かけて完全硬化します。
→ 気温が10℃を下回る場合、硬化が進まない/遅延するリスクがあります。 - カーボンヒーターなどの加温処理を行っているか?
→ 特に冬季、または湿度が高い環境では、外部熱源が必須になります。
❄️ 氷点下での硬化は「理論上あり得ません」
「外気温がマイナスなのに、塗ったら固まる」というのは、科学的に無理があります。
これは単に表面が乾いて見えるだけで、実際の化学反応は起きていない状態です。
表面が乾いても、中が生焼けでは意味がありません。
これでは、WAXと変わらないレベルの“コーティング風施工”です。
名前だけのコーティング、硬化型を施工するが硬化できない環境で施工している矛盾。
施工者すらよく理解できておりませんので、お客様はしっかりと確認されることをお勧めします。
撥水さえしていればコーティングと考えてしまう愚かな例です。
コーティングの良し悪しは、
施工店が 親水を扱えるかどうか でほぼ判断できます。
なぜなら――
撥水しかラインナップが無い店は、研磨後に残った油分をそのまま艶に見せかけ、
撥水コーティングを乗せれば油のごまかしが見えなくなる からです。
水が弾けば綺麗に見える。だからユーザーは気付かない。
油分を抜かずに艶を作っても、撥水が覆ってしまえばバレない。
この仕組みを理解している施工者ほど、撥水一本で商売できます。
さらに問題なのは、
氷点下など、そもそも硬化が起きない環境でも
「水が弾いたから成功」と思い込まれてしまう点です。
水弾き=コーティングの性能
そう錯覚してしまう人が非常に多いのが現実です。
親水を理解していないと、
硬化しているかどうかの検証すらできません。
「塗って弾けば完成」という施工が、
当たり前のように通ってしまいます。

親水を扱えない施工店では、下地処理の誤魔化しが成立してしまう危険があります。
油分を残したままでも、撥水が光らせてしまうからです。
だからこそ、コーティングを依頼する際には必ず確認してほしい。
・親水コーティングがあるか
・その違いを説明できるか
・施工温度や硬化条件を理解しているか
✍️ ここまでのまとめ
硬化型コーティングとひとことで言っても、製品特性・施工条件・環境管理のすべてが揃って初めて、その性能が引き出されます。
言葉だけに踊らされず、以下のような確認を忘れずに行いましょう:
- どんな温度でどれくらい硬化時間がかかるのか?
- それを可能にする設備や管理が整っているのか?
- 本当に“硬化”と言える状態まで反応が進むのか?
「塗ったから硬化した」は、施工者の都合であり、品質とは無関係です。
コーティングは化学反応であって、魔法ではありません。

質問から抜粋
Q. ガラスコーティングはメッキ部分にも施工できますか?
A.
“塗ること”は可能ですが、“定着”しないケースが多いです。
メッキ面は非常に平滑で密着性が悪いため、一般的なガラスコーティングでは被膜がしっかりと乗らず、早期に剥がれてしまうことがほとんどです。
(※一部、特殊なガラスコーティング剤で定着が可能な製品も存在します)
問題は——
多くの施工店がこの「定着するかどうか」を理解していないという点です。
定着に本当に必要なこととは?
コーティングの定着にはまず、徹底した油分除去(脱脂)が必要です。
ですが、実際の現場では油分を多く含んだコンパウンドで磨いたあと、簡易的な脱脂だけで済ませてしまうことも多く見受けられます。
矛盾していませんか?
● 油分を取るべきなのに、なぜ油性コンパウンドを使うのか?
● 定着を高めると言いながら、定着を妨げる工程を残したまま?
「研磨すれば定着する」という誤解
よく耳にするのが、
「研磨しているから定着率が上がる」という説明。
これは**塗装業界でいう“足付け”**と混同しているケースです。
しかし本来、足付けとは粗めの研磨で物理的な密着力を上げる処理であり、
コーティング施工で行うような“ピカピカに仕上げる鏡面研磨”とは目的も手法もまったく異なります。
つまり、ピカピカの仕上がりはむしろ定着には不利なのです。
だからこそ、理論的な脱脂処理・化学的密着を前提とした施工が必要になります。
✅ ここまでのまとめ
油性コンパウンドや誤った研磨理論では、むしろ密着を阻害する
寒冷地では施工環境の管理(温度・湿度・乾燥)が超重要
「塗れる=施工できる」と考えるのは非常に危険
本当に大事なのは**“定着するかどうか”**
そのためには脱脂・加温・焼付・湿度管理が不可欠
【撥水=コーティング? それ、本当に“施工”されていますか?】
撥水効果があるからといって、
「きちんとコーティングされた」と思っていませんか?
実はそれ、**適正な施工ができていないことをごまかすための“演出”**である場合もあります。
■ 撥水効果だけで満足させようとする店舗の実情
- 適切な下地処理(洗浄・研磨)を行っていない
- 高性能なコーティング剤を扱えない(知識・設備不足)
- 温度・湿度管理ができない環境での施工
- カーボンヒーターなど焼付機材が無く、硬化処理が不十分
- それらの不備を“ごまかす”ために、撥水効果だけを強調
- 油分の多いコンパウンドを使って、光沢や撥水を一時的に演出
その結果、
「見た目はキレイ、水も弾く。だけどすぐに落ちる」
という、**見かけ倒しの“なんちゃってコーティング”**が出来上がります。
■ 本物のコーティングは“撥水”だけじゃない
本当に車を保護し、美しさを維持するためには、
膜厚、密着性、耐候性、耐薬品性、そして硬化処理の精度など、
総合的な施工品質が求められます。
撥水は単なる「表面現象」に過ぎません。
しかも、その撥水さえ“ごまかし”の演出であるケースもあります。
■ カービューティープロ札幌ドーム前の施工基準
私たちは、「水を弾く」だけでは終わらせません。
- 適正な温度・湿度環境での施工
- 専用の遠赤外線・カーボンヒーターによる焼付処理
- 下地処理から膜形成まで、一台一台を丁寧に仕上げます
- 見せかけではない、“保護皮膜”としてのコーティング
表面だけを取り繕う「撥水コーティング」ではなく、
本当に意味のある施工を、お約束いたします。
ビニールカーテンを使われていないか? 冬季は完全にアウト!

シャッター開けっ放しよりはマシですが外気が入り込みやすい、外光が入りやすい環境では研磨、コーティングには適しておりません。また湿度、温度、セキュリティーを考えるとNGです。
参考までに下記の「コーティング・クリーニングの施工環境について」をリンクさせておきます。


【湿度】ジェットヒーターを使われていないか?

🚫 ジェットヒーターには“落とし穴”があります!
寒冷地の現場でよく使われるジェットヒーター。
🌡️「室温を上げる」には有効ですが、ガラスコーティング施工にはリスクが潜んでいます。
❗温度は上がっても、湿度も一緒に上がる!
🔥 ジェットヒーターは燃焼時に水蒸気を発生します。
- その結果 → 湿度が上昇
- 湿度の上昇 → ガラスコーティングの硬化に悪影響
💧 湿度が高いとどうなる?
☠️ 湿度過多によるトラブル一覧:
- ❌ 初期硬化の不安定
→ ムラ・密着不良・被膜の劣化 - ❌ 白濁や艶ムラの発生
→ 加水分解や脱水縮合の反応に乱れ - ❌ スケール(水道水中のミネラル)の固着
→ シミではなく、除去困難な固着汚れへ
✅ 適切な施工環境を整えるには?
🔧 コーティング施工で大事なのは「温度」と「湿度」の両立管理。
| 項目 | 理想的な値 |
|---|---|
| 🌡️ 温度 | 20~25℃前後 |
| 💧 湿度 | 50~70%(製品により変動) |
🚫NGな設備:ジェットヒーター
- 燃焼により空気中の水分量が上昇
- 短期間で室温上昇=“便利”でも、硬化条件には不向き
✅推奨される設備
- 🔥 カーボンヒーター
→ 非燃焼・乾式加温で安定的 - 💨 赤外線ヒーター
→ 局所的な加温に最適 - 💧 除湿器+湿度計
→ 安定した湿度管理が可能
🧪 ガラスコーティングの硬化は化学反応!
施工後、コーティング剤は
加水分解 → 脱水縮合
というプロセスを経て、ガラス質の被膜に変化します。
🔬 正確な温湿度管理がなければ、この反応は途中で停止し性能不良に。
🎯 “見えない環境”が品質を決める
- 🌬️ 湿度管理が甘いと白濁・スケール・硬化不良
- 🔥 「暖かければOK」では品質保証できない
- ✅ 設備・知識・環境づくりこそプロの仕事


コーティング後、3か月程度で白いもの(スケール)が全体に固着するケースの考証

冷水で洗ってませんか?
❄️【北海道の冬期施工】パネル温度管理の重要性
寒冷地でのコーティング施工には、気温だけでなくパネル温度(車体表面温度)の管理が極めて重要です。
🌡️ ブース内温度 vs パネル温度
北海道などの寒冷地では、以下の2つの温度管理が施工品質を左右します:
| 管理項目 | 最低基準 |
|---|---|
| 🏠 作業ブース内の気温 | 16℃以上 |
| 🚗 パネル温度(施工対象の表面温度) | 24℃前後を目安(最低でも16℃以上) |
🚿 温水洗浄の役割は“洗う”だけじゃない
北海道においては、ファースト洗浄(泥や凍結物の除去)はもちろん、
その後のパネル温度の引き上げとしても「温水洗浄」が欠かせません。
なぜ温水が必要なのか?
- 氷点下の車体表面に常温水をかけても温度はほぼ上がらない
- 冷えたままのパネルではコーティング剤が反応せず硬化不良を起こす
- 温水洗浄で施工温度に近づけることが“施工のスタートライン”
⚠️ 注意:気温とパネル温度は別物!
外気温やブース内温度だけを見て「施工可能」と判断するのは危険です。
たとえブース内が18℃でも、金属ボディの温度は10℃以下にとどまっているケースも多く、
そのまま施工すれば「密着不良」「ムラ」「硬化不足」などのトラブルにつながります。
✅ 北海道での施工チェックリスト(冬期)
- ☐ ブース内温度が16℃以上で安定しているか
- ☐ パネル温度が16℃を下回っていないか(理想は24℃前後)
- ☐ 温水洗浄で車体を十分に温めているか
- ☐ 乾燥・硬化のための時間と環境が確保されているか
📌 結論
北海道など寒冷地では、「コーティング剤の塗布技術」以前に、
“パネル温度”の確保こそがコーティング成功の鍵です。
温水洗浄+ブース加温+温度計によるモニタリングを徹底しましょう。
「塗る前の準備が全てを決める」——これが冬のプロ施工の真実です。

洗車及び脱脂洗浄は当然の如く温水を使い、油分の除去はもちろんコーティングに不向きな低温状態を解消します。
青森県の超ベテラン「カービューティープロ・フォーマシャイン」太田PROのコメント
パネル温度の確認は品質の安定を求めた場合は必然の行為です。
たったひと手間が大切と考えます。
この工程を省略すると安価になります。が、脱脂不良のため定着が弱いので気温の低い北海道では芳しくありません。
温水洗車でゴムが劣化する?という疑問について
最近、あるお客様からこんなご質問がありました。
「洗車で温水を使うと、パッキンなどのゴム類が硬化・劣化するから使わないと聞きました。これは本当ですか?」
👨🔧 結論から言うと、
適正な温度で使用する限り、温水洗車がゴム類を傷めることはありません。
💡そもそも温水洗車の目的とは?
温水(40〜50℃前後)を使うのは、
- 泥や油分、凍結した汚れを効果的に除去
- 冬季や寒冷地ではボディの温度を引き上げてコーティング施工環境を整える
といった理由があり、プロの現場では常識的に行われている工程です。
🧪パッキンやゴム類への影響は?
パッキン・モール・ワイパーブレードなどの外装ゴムは、雨・直射日光・夏の路面温度60℃超えという過酷な自然環境に耐えるよう設計されています。
🚫 40〜50℃程度の温水で劣化するようでは、雨の日のボンネット温度や炎天下の駐車で既に破損しているはずです。
つまり、「温水でゴムが悪くなる」は根拠が乏しい都市伝説のようなものです。
👓え?もしかしてワイパーのこと?
そうなんです、実はこの“温水NG説”の正体は…
ワイパーゴムに温水をかけることで一時的にクセがつくなどの問題を指しているケースがほとんどです。
💡 ですが、弊社ではもちろん【ワイパー立てて洗車】など、適切な処置を行っていますのでご安心ください!
✅まとめ
| 誤解 | 真実 |
|---|---|
| 温水でパッキンが劣化する | ❌劣化の心配なし(設計耐性に含まれている) |
| 冷水じゃないと洗車に悪い | ❌冬季や凍結時は温水がむしろ安全 |
| ワイパーに温水はNG? | ⚠️対策済みなので問題なし |
🔧 プロの視点で一言
「温水はゴムを劣化させる」と言っている業者さんがいるとすれば、
それは単に温度管理や知識が不足している証拠かもしれません。
適切な温度での温水洗車は、安全かつ効果的な施工のために不可欠です。
安心してご相談ください!
行わないことを(省略する事)を考えるのではなく、行う事を考えると全てに意味があるのです。
北海道でコーティング依頼される時の最重要ポイント
画像の様にパネル温度をしっかりと温めて施工する事が当たりまえなのです。

ポイント
温度が低ければコーティングの効果促進に影響が出ますのでシャッター開けっぱなしやビニールカーテン、大型工場や出張でのガラスコーティングは作業を行っただけであり定着は全く考えてられないと言っても過言ではないでしょう。
某メーカーのセラミックコーティング

記事抜粋
推奨される設定は、通常、室温13℃~26℃、湿度40~50%です。
コーティングの施工が完了したら、埃のない換気された部屋で24時間以上乾燥させます。
上記の施工温度をしっかりとできる業者さんは、北海道では稀です。
氷点下なのに無視される「カーボンヒーターによる焼付処理」
厳冬期及び気温16度以下における北海道、札幌市でのコーティング作業では必須の工程です。
塗装もコーティングも「どれぐらいの熱を吸収させ、冷やすことが大切で硬度が増します。
カーボンヒーターによる熱入れは気温の低い北海道では当たり前の作業工程と考えます。
熱処理はコーティング施工で絶対に省けない工程!
コーティング施工の加温・熱処理工程は、
多くの場合「やってもやらなくてもお客様にはわからない」ため軽視されがちです。
なぜ軽視されるのか?
- 目に見えないから
硬化や密着の違いは、施工直後の見た目にはほとんど表れず、
結果が数週間後にしかわからないため、省略されやすい。 - メーカーの販売戦略
施工の手間を減らすため「加温不要」を謳う製品が多く、
「熱を入れない=問題なし」と誤解されやすい。
しかし、熱処理には「悪いことは一切ない」
- 硬化を促進し、密着性を向上させる
- 被膜の耐久性や機能性を最大限に引き出す
- 施工のバラつきを減らし、品質を安定化する
お客様の目には見えにくくても、
「熱を入れる工程はプロのコーティング施工において不可欠」。
これを軽視することは「妥協」と同義です。
「加温不要だから楽」という考えは短絡的。
熱処理をしっかり行うことが、真の高品質施工の証です。
❄️ 寒冷地・北海道だからこそ必須!カーボンヒーターによる熱入れ工程
寒い北海道では、コーティング施工時にカーボンヒーターなどで熱を加える作業は
「当たり前」の工程です。
実際は北海道に限らず、どの地域でも必ず行ってほしい大切な作業です。
施工後の「熱入れ」は、
お客様の目に見えにくくても、
コーティングの品質を左右する重要なポイントです。
セラミックコーティング施工における「加温・熱処理」の現状と疑問
昨今、多くのメーカーからセラミックと名の付くコーティング製品が発売されています。
そのため、設備が整っていなくても、簡単な講習を受けるだけで取り扱えるケースが増えています。
しかし、北海道の厳冬期でカーボンヒーター(遠赤外線乾燥機)を導入している店舗はほとんどありません。
そうなると、寒冷環境下での硬化はどうなっているのでしょうか?
沖縄でも北海道でも施工方法は同じ?
それはおかしい話です。
- 温暖な地域と極寒地域では施工環境が大きく異なります。
- 常温施工と言っても、20〜25℃を基準としている場合が多く、
氷点下近い環境での硬化は科学的に不可能です。
- 加温・熱処理設備なしに厳冬期の北海道でセラミックコーティングの硬化を十分に促すのは非常に難しい。
- 施工方法や環境を地域に合わせて最適化しないと、
コーティングの性能・耐久性に大きな差が出る。
施工の現場では、地域の気候条件にあった施工環境の整備が不可欠であることを、改めて認識する必要があります。
自分の尊敬する東京のアクティブガレージ様の考え方
しっかりした施工店は当然のようにお話されております。
カービューティープロ札幌ドーム前と通常のカービューティープロ施工店の違い
様々な考え方がありますので、どれが正解と言う事はありませんが、カービューティープロ全体としてみれば磨き屋さんです。

コーティングの水締め
最近お客様からの質問で、様々なコーティングでの比較を質問されるケースが多くなってきており、年々とレベルが高くなってきて驚きを隠せません。
今回はなぜか急に多くなってきた「水締め」についてです。

まとめ
ここでお伝えしたいことは施工する環境の中でも非常に大切な温度の事です。
作業ブースが16度以上
塗装面温度が20度以上
湿度(結露)の対策として
ジェットヒーターは使わない(湿度が多い)
ブルーヒーターはOK(湿度が少ない)
深夜の温度管理の徹底
カーボンヒーター及び短・中・長波 遠赤外線ヒーターによる焼付処理
※甘焼きは初期不良を招きます。
これをしっかり行う事が大切であり、厳冬下の北海道ではコーティング作業に必須である。
関連記事
硬化型と耳にした場合
初期硬化は何度で何時間?
完全硬化まで常温で何日掛かるのか?
カーボンヒーターによる焼付処理を行っているのか否か?
を確認してください。
コーティング施工で大事な事
コーティング施工で大事な事は下記にもUPしておりますが、厳冬期における最低基準を書かせて頂きました。
非常に大切 施工環境について
コーティング専門店以外ではカーディーラーや修理工場のコーティングがありますが、同じピット内でオイル交換や防錆塗装、ハード面の作業をしている環境ではチリ、ホコリ、オイルミストが舞い、ホコリを巻き込み余計に傷を増やす原因にもなりますので施工環境としては疑問があります。

