2025/6 スズキ・ジムニーシエラ 完全4層式ガラスコーティング「SPGコートEX Type-H(撥水)」苫小牧市より

今回施工させていただいたのは、**完全4層式ガラスコーティング「SPGコートEX Type-H(撥水)」**です。
SPGコートの中でも最上位仕様となる「SPG-EX」は、4層構造による圧倒的な被膜強度と美観性能を誇ります。
お客様のご要望や使用環境をふまえ、**撥水性能重視の「Type-H」**を選択。
施工後は、カーボンヒーターを使用し、適正温度・時間でしっかりと焼付処理を実施しました。
安心して長くお乗りいただけるよう、万全の状態でご納車しております。
完全4層式ガラスコーティング「SPGコートEX Type-T(B3H1) 」とは
B3とはベースのガラスコーティングを3層
H1とはトップのガラスコーティング 撥水性を1層
合計で完全4層式ガラスコーティングとなります。

現在市場には、いわゆる「多層コーティング」と称される製品や施工方法が数多く存在しますが、その構造や理論背景は施工業者・製品ごとに大きく異なります。
特に多く見受けられるのが、ベース層に無機質ガラスコーティング(ケイ素系、シリカ系など)を施工し、トップ層にポリマー系・レジン系・場合によってはWAX系の有機質コーティングを重ねるタイプです。この構成は、ガラスコーティング単体では補いきれない撥水性や柔軟性、光沢性を一時的に向上させる目的で採用されています。
ただし、問題となるのは、トップ層の有機質コーティングも含めて「すべてガラスコーティング層」として案内されるケースが散見される点です。ガラスコーティングとポリマーやレジンでは、耐薬品性・耐候性・耐久性の各性能指標が根本的に異なり、それらを明確に区別せず「多層」や「〇層式」とだけ表現することは、施工品質の誤認につながる可能性があります。
したがって、コーティング施工を依頼する際には、単純な層数表示やキャッチコピーに惑わされることなく、以下の点を確実に確認することを推奨します。
- 各層に使用されている具体的なコーティング剤の成分・分類
- 層構造の理論背景(なぜその組み合わせか、性能補完の意図)
- 最終的に形成される被膜の耐久性・耐薬品性・メンテナンス性
これらを踏まえた上で施工内容を精査し、信頼できる施工業者を選択することが、最終的なコーティング性能と車両保護効果に直結します。

ページコンテンツ
施工内容
下地処理
新車直納コース
コーティング
完全4層式ガラスコーティング SPGコートEX Type-H(強撥水)
当ブログは、単なる施工記録の公開にとどまらず、お客様への情報共有・ご報告を目的として運営しております。決して自己満足的な内容ではなく、施工の過程や使用資材、技術的なポイントを具体的にご紹介することで、施工内容への理解と安心感を高めていただくためのものです。
カービューティープロ札幌ドーム前では、安全確保・品質維持・作業集中の観点から、施工中の現場見学はご遠慮いただいております。その代わりに、ブログを通じてお客様が「本来であれば見て、知りたい」と感じる部分をわかりやすく公開しています。
いわゆるユーザーフレンドリーな情報発信を心がけ、専門的な施工内容もできる限り丁寧に説明しておりますので、ぜひ参考にしていただければと思います。
YouTube
ポイント
動画内では、研磨作業に必要な特殊な光源を使用しているため、赤みが強く映る場合があります。これは、塗装面の状態を正確に把握するため、意図的に色温度を可変しているためです。
研磨作業においては、複数の異なる色温度の照明を組み合わせて使用することが不可欠です。全てを白色の照明(いわゆる高演色LEDなど)で統一すると、動画や写真では非常に美しく仕上がって見えますが、実際には微細な傷や凹凸が確認しづらくなり、研磨の精度が低下するリスクがあります。
これは、例えるなら「ホワイトの洪水」や「霧の中でハイビームを使用する状態」と同じです。光が全体を均一に照らしすぎてしまい、肝心の塗装表面の欠点や微細な乱れが見えなくなるのです。
つまり、何を優先するか—「実際の塗装面を整えるための研磨」か、「見た目の美しさを強調した映像」か—を理解することが重要です。
これからコーティング施工をご検討される方は、施工現場の「照明環境」、特に色温度の使い分けが適切に行われているかを一つの判断基準にすると良いでしょう。
注意喚起
温度を無視した施工では、コーティングは正しく定着しません。低温では硬化不良や結露による密着不良が、高温ではムラや拭き取り困難が起こります。適正な施工温度(一般的に20〜25℃)を守ることが、性能と耐久性を発揮するために不可欠です。
下記に2024年版をまとめました。

カーボンヒーターの熱入れについて

同じ名称のコーティング剤でも、施工時の温度・湿度・熱入れによって、性能を最大限(120%)に引き出すことが可能です。
何を重視するか、どこまでこだわるかはお店の考え方次第。
カービューティープロ札幌ドーム前では、「なぜその施工を行うのか」——その理由を常に考えています。

画像のようにカーボンヒーターによる熱入れは、気温の低い北海道においてはごく当たり前の施工工程だと考えています

ガラスコーティングやセラミックコーティングは、本来「常温環境」で2〜3週間かけてゆっくりと硬化するものです。そのため、適正な温度・湿度が確保されていない環境、つまり常温以外での施工は、硬化不良の大きな原因となります。
にもかかわらず、「水を弾けばガラスコーティング」といった表面的な効果だけを重視する誤った認識が広まり、あたかもそれが高品質な施工であるかのように誤解されているのが現状です。

本来のガラス・セラミックコーティングは、しっかりと硬化して初めて、耐久性・防汚性・艶などの性能を発揮します。
つまり、水弾きだけでは判断できないのです。
私たちカービューティープロ札幌ドーム前では、「硬化させる環境」を整えることこそが施工の質を左右する最重要ポイントだと考えています。
ポイント
多くのコーティングメーカーは「熱入れ不要」「冬対応」など、作業を簡略化した製品を展開していますが、これは販路拡大のための戦略であり、必ずしも低温施工に最適という意味ではありません。
実際、メーカー担当者からは「ヒーターが必要だと使ってもらえないから」という声も聞かれます。
さらに多くの製品は熱帯地域で開発されており、氷点下での施工はマニュアルでもほとんど触れられていません。
※セラミックプロはロシア、グロスコートは−40℃のモンゴル開発。
本当に品質を求める施工店は、メーカーの言葉をうのみにせず、温度管理と熱入れを徹底しています。
「やらなくていい」ではなく、「なぜやるのか」を考える――それが私たちの姿勢です。
このカーボンヒーターを使った施工を行っているコーティング店は、北海道内でも数店舗のみです。
また、カービューティープロの全国350店舗の中でも、当店だけが導入していると自負しております(認識違いがあればご了承ください)。
コーティングは「塗って終わり」では決してありません。
そう考えている専門店は、コーティングの本質を理解していない可能性があります。
特に撥水タイプのコーティングは、水を弾けばコーティングとみなされがちですが、硬化が不十分でも「コーティング」と称されることがあります。
水を弾くのは油分でも簡単にできますが、それは本当のコーティングではありません。

温湿度管理のできる間仕切りが必要
施工時は、1台ごとに間仕切りを設置し、コンパウンドなどの粉塵被害を防ぐとともに、温度・湿度管理を適切に行っています。
この環境管理は非常に重要なポイントですので、ぜひチェックしてみてください。
クォリティーの高い施工には1台ずつの間仕切りが必要

研磨作業においては、照明の質が非常に重要です。一般に「ブラックブース」と呼ばれる黒い壁面の施工環境は、光の反射を抑えることでホワイト系の研磨作業に適している場合があります。これは、白系塗装面に対して過度な反射を防ぎ、微細な曇りやスクラッチの見え方を向上させるためです。
しかしながら、光源自体の力率(演色性)が高ければ、壁面の色に依存せずに塗装面の細部までしっかり確認できます。
高演色の光源は自然光に近い色再現性を持ち、塗装面の凹凸や欠点を正確に把握できるため、必ずしもブラックブースが必要とは限りません。
むしろ、ブラックブースは光の吸収率が高いため、作業環境によっては視認性を低下させることもあり、逆に作業クオリティの低下を招く場合もあります。
したがって、研磨やコーティング施工においては、光源の質(力率や色温度)を重視し、最適な環境設計を行うことが重要です。
ガラスコーティングやセラミックコーティングは施工時のパネル温度が非常に重要
、
常温での施工を行わなければ意味がありません。
厳冬期や気温16度以下の札幌市でのコーティング作業では、熱入れは必須の工程です。
塗装面やコーティング剤に適切な熱を与え、冷却することで、硬度が向上し、耐久性が高まります。
さらに、コーティング表面に固着しやすいスケールや白い膜状の汚れも発生しにくくなり、仕上がりの美観維持にも効果的です。


冬期間及び低温施工を余儀なくされる北海道におけるコーティングの注意事項

下地処理
下地処理の洗浄には温水を使い、パネル温度を上げてからコーティング施工を行います。
この時期に冷水で洗浄することは、コーティングの定着を妨げるため絶対に避けるべきです。
洗うことはできるし、施工もできる。
しかし、硬化はできません。。
洗浄はアルカリ・酸・中性・特殊洗浄剤などを使い4回ほど行います。


セラミックプロ9H認定施工店が使える【ナノプライマー】
コーティング前の下地処理工程で大事なのが、このプライマー工程です。

※画像はイメージです。
このナノプライマーははセラミックプロ9H施工店のみ取り扱いの出来る下地処理剤で、脱脂効果、光沢の付与、塗装面とコーティングを結びつけるプライマー効果(定着剤)として使えますが、以前は何が何でも磨く事をお勧めしましたが、ナノプライマーの登場により低コストでコーティングの施工が可能になりました。考え方に付きましては下記のリンクに詳しく上げておりますので、宜しければご参照頂ければ幸いです。

コーティング施工時の温度概念
【注意】コーティング施工時は作業ブース内温度は16度以上、またはパネル温度は24度前後を保つことは北海道で必須です。
これを出来ない、または考えられないお店がほとんどです。
施工する環境
作業ブースが16度以上
塗装面温度が20度以上
湿度(結露)対策
ジェットヒーターは使わない
ダルマストーブもNG
深夜の温度管理の徹底
カーボンヒーター及び短・中・長波 遠赤外線ヒーターによる焼付処理
※甘焼きは初期不良を招きます。
これをしっかり行う事が大切です。
またカーボンヒーターには様々な形がありますが、高性能な物は形が変わったり、タイマーがあったりと板金塗装業の方が温めるのには最適です。しっかり熱入れする場合はシンプルイズベストが求められます。
パネル温度を上げるためと汚れを落とすための温水洗浄は北海道では必須です。
コーティング
コーティング施工においては、必ずしも研磨作業が必須というわけではありません。
新車で塗装状態が良好な場合、お客様のご要望があれば、研磨を行わずにコーティングのみを施工することも可能です。
また、経年車の場合でも、見た目の完璧な仕上がりではなく、あくまで塗装面の保護機能だけを重視したいという方には、必要最低限の下地処理を施した上で、コストを抑えたプランのご提案も可能です。
仕上がりのレベルやご予算に応じて最適な施工方法を選択できますので、まずはご要望をお聞かせください。
SPGコート(完全2層式~4層式ガラスコーティング)
高濃度のガラス成分を配合し、膜厚感のある重厚で安心できる被膜を形成。
艶、対擦り傷性、防汚性、耐薬品性に優れた高性能コーティングです。
撥水タイプの選択
お好みに応じて「撥水タイプ」と「低撥水タイプ」からお選びいただけます。
ベースコート
耐薬品性に優れ、塗装の分子間に浸透して強固に化学結合。塗装面をしっかり保護します。
トップコート
対擦り傷性に優れた弾力性のあるガラス被膜で、深い光沢を演出。
異なる機能を持つ2層構造を強力に結合させることで、車両を確実にガードします。
一般的な多層コーティングでは、ベースコートにガラスコーティングを用い、トップコートにシリコン系やポリマー系の被膜を重ねる施工法が主流です。中には驚くべきことに、トップコートとしてWAXを使用する施工も見受けられます。
この構成は、ガラスコーティング単体の弱点を補う目的で採用されているケースが多いものの、トップ層に用いられる素材によって性能や耐久性は大きく異なります。
したがって、「2層」や「多層」といった表現だけにとらわれず、実際に使用されている資材の種類や役割を明確に把握した上で施工内容を判断することが重要です。
2層式でも種類があるの?
ガラスコーティングは、特定の資材を除き、単純に重ね塗りをしても「層」としての被膜構造は形成されません。
例えば、当店で好評の**完全2層式ガラスコーティング「SPGコート」**の場合は、ベースコート・トップコートのいずれもガラスコーティング剤を使用し、化学的に結合した明確な2層構造を形成しています。これにより、耐久性・機能性に優れた被膜を実現しています。
一方、一般的に多層コーティングと称されるものの多くは、
- ベースコートにガラスコーティングを塗布し、
- トップコートにレジンやポリマー、場合によってはWAXを使用、
- さらにトップコートの保護を目的としたオーバーコートを重ねる
といった施工工程を2回〜4回繰り返すだけであり、これらはあくまで施工工程の回数に過ぎず、「多層被膜」を形成しているわけではありません。
この施工手法は多くの一般的なコーティング業者で採用されており、「多層」と称される場合でも、実際には化学的に結合した層構造ではなく、単なる重ね塗りに過ぎないケースが非常に多いのが現状です。
したがって、コーティングの施工を検討される際は、
- 「単純な2層塗り」なのか、
- 「完全な2層式被膜(化学結合された2層)」なのか
をしっかり見極めることが極めて重要となります。
一般的なコーティング被膜のイメージ
多くの一般的なコーティングは、以下のような層構造をイメージすると理解しやすいです。
例1:有機質トップコート+ガラスコーティング層+塗装面
レジン等の有機物(トップコート)
ガラスコーティング層(ベースコート)
塗装面
例2:WAX(油分・有機物)+ガラスコーティング層+塗装面
WAX(トップコート/油分・有機物)
ガラスコーティング層(ベースコート)
塗装面
このように、トップコートに有機質の被膜があり、ベース層として無機質のガラスコーティングが存在する形です。
しかし、トップコートはしっかり硬化せず、被膜の保護や見た目の向上を目的としているため、シミ・ウォータースポット・スケールの発生リスクが高くなることがあります。
特に北海道のような寒冷地では、
- ベースコートや施工環境(低温施工やヒーター不使用)が塗装に適合していないことが多く、
- トップコートで弱点をカバーする形態が多い傾向にあります。
高機能コーティングの例
セラミックプロ9H(完全4層式の場合)
トップコート:セラミックプロライト(セラミックコーティング/撥水性)
中間層:セラミックプロ(セラミックコーティング
中間層:セラミックプロ(セラミックコーティング)
ベースコート:セラミックプロ(セラミックコーティング)
塗装面
SPGコート(完全2層式ガラスコーティングの場合)
トップコート:柔軟性ガラス被膜(光沢・撥水・低撥水など機能を決定)
ベースコート:硬質ガラス被膜(塗装面に対する強固なアンカー機能)
塗装面
SPGコートが「完全2層式」と称されるのは、
どちらの層もガラスコーティング剤であり、かつそれぞれ異なる役割を持つ被膜が化学的に結合している点にあります。
まとめ
一般的な多層コーティングは、「有機質トップコート+無機質ガラスコーティング+塗装面」という構造であり、
高機能コーティング(例:SPGコート、セラミックプロ)は、
複数層の無機質ガラス被膜が化学的に結合した、より耐久性・機能性に優れた「完全多層式」構造を持つことが特徴です。
コーティング剤は塗ればよいというものではありません。
適正な量を均等かつ平滑に塗布し、余剰成分はしっかり拭き取ることが施工の必須条件です。
よく「たっぷりと塗布する」と表現されることがありますが、実際にその方法を取るとムラの発生や施工時間の過剰延長につながります。施工時間が長引くことは、ヘアラインスクラッチ(細かな線傷)の原因となるリスクも高めます。
ただし、例外的にポリシラザン系のコーティング剤は異なりますが、基本的にはどんな作業でも“適量”を守ることが最適な結果を生みます。
理想的な施工状況
乱雑に見える場合は、「ただ塗ればよい」という安易な施工が原因であり、均一性に大きく欠けています。
特殊な光源を用いれば、そのムラや塗りムラの状態が一目瞭然で確認できるため、こうした仕上がりは非常に好ましくありません。
コーティング施工において、油分は最大の敵です!
せっかく丁寧に脱脂処理を行っても、素手で触れてしまうと油分が付着し、せっかくの作業が無駄になってしまいます。
施工中は必ず手袋を着用し、油分の混入を防ぐことが非常に重要です。

※画像はイメージです。

札幌市内では最近、「羊頭を懸けて狗肉を売る」ような手口で、セラミックプロ9Hの偽物が流通している事例が確認されています。
インターネット上で誰でも購入できる類似コーティング剤や、ソフト99の「G-ZOX」に似た紛らわしい名称を用い、さらに偽物の公的試験データを盗用して公表するなど、非常に悪質な手法が散見されます。
コーティング施工は、お車の塗装を守る重要な工程ですので、信頼性の高い正規品および正規施工店に依頼することを強くおすすめします。
中古車業者様やキャンピングカー販売業者様をはじめ、一部の業者が、実際には存在しない「コーティング詐欺」に遭っている可能性が高まっています。
具体的には、ネットで購入可能な安価なコーティング剤や「G-ZOX」に「セラミック」などの紛らわしい名称を付けた製品が流通しており、これらを正規品と誤認して施工しているケースが散見されます。
さらに、偽物の公的試験データを盗用して公表するなど、非常に悪質な手口も報告されています。
コーティング施工を依頼される際は、必ず信頼性の高い正規品・正規施工店を選ぶことが重要です。
当店のポリシーとして、出所が明確で信頼できるコーティング剤のみを使用しております。
これは食品における産地や消費期限の管理が当然のように行われているのと同様に、コーティング剤にも明確な基準や管理が必要であると考えているためです。
しかしながら、コーティング業界にはまだそのような統一基準が存在しないため、信頼性の低い製品が流通しているのが現状です。
お客様の大切な愛車を守るためにも、安全性・品質が保証された材料を使用することを最優先としています。
「オリジナルコーティング」「自社認定」「マイスター」などの文言はよく目にしますが、よく注意して見ると、これらはほとんどの場合、自社で勝手に名乗っているだけのものです。
つまり、第三者機関による正式な認定や保証が存在せず、技術面や使用液剤の裏付けも不十分なケースが多いということです。
お客様が安心して施工を任せられるよう、第三者認証や確かな技術力、信頼できる製品の使用実績を重視することが重要です。
施工にあたり環境が大事です。
店舗前および作業場の床が土や砂利であること、シャッターを開けっ放しにした状態、屋外での作業は、コーティングやクリーニング施工においては非常に不適切です。
以下のような環境は、施工品質の低下や塗装面への異物混入などのリスクが高いため、コーティング・クリーニング作業には不向きと言えます。


非常に大切な施工の温度管理ですが、上部は熱く、下部は寒い
客観的に温度を把握できていれば夏とは違う施工順番が必要と言う事は、どなたでも判る事
【注意】コーティング施工時は作業ブース内温度は16度以上、またはパネル温度は24度前後を保つことは北海道で必須です。
施工環境における重要ポイント
- 作業ブースの温度は16℃以上を確保すること
- 塗装面温度は20℃以上を維持すること
- 湿度管理と結露対策を徹底すること
- ジェットヒーターの使用は禁止
- ダルマストーブの使用も不可
- 深夜の温度管理を特に厳格に行うこと
- カーボンヒーターおよび短・中・長波の遠赤外線ヒーターを用いた焼付処理を実施すること
※焼付処理が不十分な「甘焼き」は、初期不良の原因となるため厳禁です。
またカーボンヒーターには様々な形がありますが、高性能な物は形が変わったり、タイマーがあったりと板金塗装業の方が温めるのには最適です。しっかり熱入れする場合はシンプルイズベストが求められます。
完全4層式ガラスコーティング「SPGコートEX」を施工させて頂きました。
施工箇所としては塗装面・樹脂パーツ・ヘッドライト・テールレンズ・ナンバープレートになります。
SPGコートでは、ベースコートに硬質なA液を使用しています。
この第1層は、塗装面の分子間すき間に深く浸透し、強固に結合することで、上層のトップガラスコーティングを確実に固定する「アンカー」の役割を果たします。
※一般的なガラスコーティング同士では、このような強固な結合は形成されません。
1層目(ベースガラスコーティング)エージング中
※エージングは気温の低い屋外、またはシャッター開けっ放しで行う事はありません。それはエージングではなく放置しているだけです。

2層目(ベースガラスコーティング)

3層目エージング

定着後、4層目(TOPコーティング)は柔軟性を持った対すり傷性に優れたガラスコーティング「B液(撥水)」及び「C液(低撥水)」を使い、機能層(水の流れ)の決定を行います。
4層目エージング中

北海道ではコーティングの焼付処理が必須です。
厳冬期や気温16度以下の札幌市でのコーティング作業においては、適切な熱管理が必須の工程となります。
塗装面およびコーティング被膜に対して、どれだけ均一に熱を吸収させ、適切に冷却するかが重要であり、その過程で硬度が向上します。
また、この工程により、コーティング表面に付着しやすいスケールや白く膜状に見える汚れの付着も大幅に抑制されます。
※この様なヒーターをコーティング施工時に使っているか?
残念ですが北海道では使われている施工店は少なすぎる‥
コーティング施工における熱処理は、被膜の硬化促進および耐久性向上に不可欠な工程です。特に札幌のような寒冷地では、適切な温度管理が仕上がりの品質に直結します。

画像のように、北海道のような低気温環境下では、カーボンヒーターを用いた熱入れ(焼付処理)は施工工程として必須と考えています。
むしろ、どの地域であってもコーティング施工時には必ず行ってほしい作業です。
単にコーティング剤を塗って終わり、ではなく、施工者に心があれば「なぜ焼付処理が必要か?」と疑問を持ち、施工後のコーティング状態を良好に保ちたいと考えるはずです。

当店では、腕利きの板金修理職人様や、北海道唯一の洗車ソムリエ講師であるカーメイキング札幌様のご助言を受け、熱処理工程に独自のひと工夫を加えております。
そのため、一般的な熱処理とは一線を画す、“似て非なる”高度な技術として有効活用しております。
せっかくの熱源を最大限に活かし、施工品質の向上に努めております。
熱を加える目的や方法によって、コーティングの硬度は大きく変わります。
ただ単に温めるだけの「強制乾燥」では、硬度の向上はあまり期待できず、表面を乾かすだけの工程にとどまります。
これは、レアチャーシューや燻製のように「低温熟成」が食べ物にとって美味しさを引き出すのとは異なり、自動車という工業製品においては低温熟成(いわゆる“甘焼き”)は効果的とは言えません。
もちろん、車両の状態や気候に合わせた適切な熱処理は必須であり、硬度や耐久性を最大限に引き出すための重要な工程です。
この焼付処理中は、基本的に機械に作業を任せるため、施工者には時間的な余裕が生まれます。
その余裕があるからこそ、私たちはこの時間を活用して撮影を行っています。
しかしながら、「ヒーターを所有している」と謳う施工店の中には、こうした時間を利用して焼付処理の様子を撮影できないところもあるようで、不思議に思います。
行わない理由ではなく行う理由を考えます。
寒冷地である北海道でのコーティング作業においては、適切な熱処理を含む施工方法を採用しているかどうかが非常に重要なポイントとなります。
確かに、
- コーティングは寒くても施工可能ですし、
- 照明がなくても磨けますし、
- ヒーターがなくても施工自体は行えます。
- 間仕切りがなくても作業は可能です。
しかし、コーティングの定着や硬化、仕上がりの品質を考慮すると、これらの設備や環境管理はすべて必然性があるものです。
この点が、単なる簡易施工店と専門的な施工ショップを見分ける大きな目安となります。
「専門店」と謳っていても、必須機材が揃っていない場合や、熱入れ(焼付処理)を行うと宣伝していながら実際には施工していないケースもあります。
さらに、関東の有名ショップの画像を無断で使用し、設備があるかのように偽って公表している悪質な業者(清田区にも存在)が札幌市内に見受けられます。
コーティング施工を依頼する際は、ホームページや広告の内容と実際の照明・設備状況に乖離がないか、しっかり確認することが重要です。
カービューティープロ札幌ドーム前と通常のカービューティープロ施工店の違い
「カービューティープロ」を名乗るためには、厳しい「カービューティープロスクール」を修了しなければならず、名称だけでなく「米国BAF社製液剤」の使用権も得られません。
営業形態は、中古車業や板金塗装業と併用する専門店や、各店舗独自の自由な展開が可能であり、制限の多いフランチャイズではありません。
スクールを卒業すれば、自由に事業展開できる点が魅力の一つです。
お客様からは全国展開しているコーティングチェーンのように見えるかもしれませんが、実際のコーティングに対する考え方や施工スタイルは、営業開始後に各店舗で複雑に変化します。
様々な考え方が存在し、「これが正解」という一つの答えはありませんが、カービューティープロ全体を俯瞰すると、**「磨き屋さん」**であると言えます。
磨き屋さんとは
「磨き屋さん」とは、磨きに特化している一方で、温度管理や焼付け処理など、コーティングのプラスアルファの性能を活かす施工はあまり行わない傾向があります。
カービューティープロ札幌ドーム前としてはカービューティープロライセンス以外にセラミックプロ9H認定施工店の認定資格があります。
セラミックプロ9H認定施工店について
セラミックプロ9Hは、日本総代理店であるカーメイクアートプロの認定施工店でなければ取り扱うことができないコーティング剤です。特に北海道では、施工店会副会長である「車の119番様」の認定が必須となっており、さらにハードルが高く設定されています。
認定施工店の基準
- コーティング施工専用のブースを完備し、隔離された環境で施工できること
- 遠赤外線乾燥機を導入していること
- 信頼できるコーティングプロショップであること
これら3つの条件を満たしていなければ、セラミックプロ9Hの取り扱いは認められません。
適正なコーティング施工環境について
コーティングの定着や効果を最大限に発揮するためには、以下のような適切な環境と設備が必要です。
最新の店舗や設備である必要はありませんが、下記の条件は最低限クリアしていることが重要です。
- 外気を遮断した施工環境
- 塗装面の状態を正確に確認できる適切な照明(同色、特に昼白色蛍光灯やホームセンターで販売されているLEDのような「白の洪水」照明は不可)
- 冬季でも16℃以上の温度を維持可能な作業ブース
- 温水を利用し塗装パネルの温度を上げる設備
- 遠赤外線ヒーターによる焼付処理設備
- 蛍光灯ではなく、ディテイリングライトによる仕上がりチェック
当店「カービューティープロ札幌ドーム前」はカーディテイリングプロショップとして活動しており、研磨技術、コーティング施工法、使用設備において通常店舗とは一線を画しています。

エージング
コーティングは単に塗布して終わりではありません。
施工後の熟成時間(特に深夜の時間帯)にも、エアコンを使った適切な温度管理を行います。
これにより、コーティング被膜の硬化と定着を促進し、耐久性や仕上がりの品質を高めています。

間仕切り
施工時は画像のように、1台ごとに間仕切りを設置することで、コンパウンドなどの粉塵の影響を防ぎ、温度・湿度の管理を適切に行っています。
この環境は非常に重要なポイントですので、施工店を選ぶ際にはぜひチェックしてください。
例えば、他の車の入出庫があると室温は当然下がりますが、その後に温度が戻るまで待てるでしょうか?
多くの場合、待つのは難しいのが現実です。
※寒い時期の屋外エージングやシャッターの開けっぱなしは、本来の目的を果たしていません。
熟成時間(特に深夜帯)も、エアコンによる温度管理を徹底しています。
早朝から暖房を入れるような環境では、エージングが遅れるだけでなく、納期も遅延する恐れがあります。
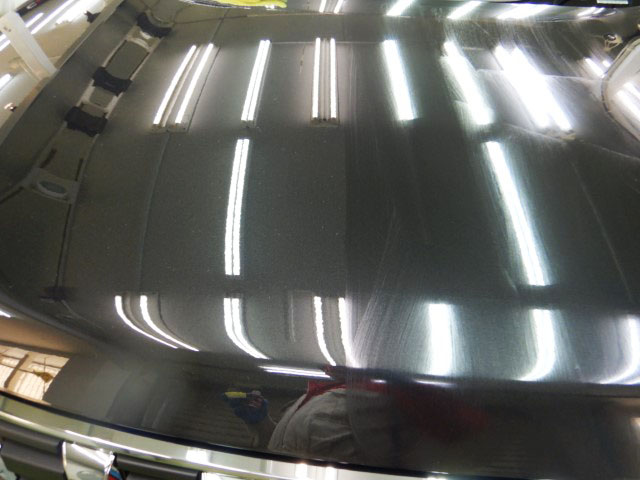
では完成画像をご覧ください。
- ※スマホで撮影すれば、さらに綺麗に撮れますが…
- ※外光を取り入れての撮影は、何も加工していなくてもキレイに写ります。
- ※しかし、本来の光沢を正確に判断するには、屋内で外光を遮って撮影することが重要です。
撮影時のポイントまとめ
外光を入れてスマホで撮影すると、何もしていなくても写真は綺麗に見えます。これは、光の量に応じてシャッタースピードなどの設定が自動で変わるため、当然の結果です。
カービューティープロ札幌ドーム前では、塗装面の状態を正確に画像でご確認いただくため、外光を入れずに撮影しています。
研磨作業の際は外光を遮り、撮影時は外光を入れるという方法は、実は別の目的のために行っています。
その目的とは、塗装面のぼかしを防ぎ、状態をはっきり見せるためです。








ご満足いただけましたら、お手数ですが評価をいただけますと大変ありがたく存じます。どうぞよろしくお願いいたします。

お車はすでに出庫しております。詳細につきましては、こちらをご覧ください。
当店の考え方をご理解いただければ幸いです。
セキュリティーについて
ここで注釈となりますが、当店がブログ(施工履歴)を掲載しているのは、車業界のブラックボックス化を少しでも解消し、お客様との相互理解を深めるための取り組みです。
ただし、掲載している記事はリアルタイムの情報ではないことをご了承ください。

上記、セキュリティーについても記載しておりますが、入庫時のお車を特定させない考え方がある為です。

お手入れ
コーティングメンテナンスについて
春先は、道路環境の影響もあり鉄粉の付着が気になる時期です。
その場合は、専用の鉄粉除去シャンプーの使用や、ディーラー・洗車専門店での鉄粉除去メニューをおすすめします。
なお、鉄粉除去はコンパウンド(研磨剤)を使用しない限り、コーティング被膜への影響はほとんどありませんので、早めの対応が効果的です。
ご自身で簡単にケアできる範囲は、ぜひセルフメンテナンスを。
また、最近では多くのディーラーで軽度の鉄粉除去を実施していますので、点検や車検のタイミングで依頼すれば、時間を有効活用できて便利です。
大切な愛車を長く美しく保つために、ぜひ意識してみてください。

施工例

※※※※※※※※※※※※※
※※※※※※※※※※※※※
カービューティープロ 札幌ドーム前
〒 062-0051
札幌市豊平区月寒東1条17丁目4番29号


